-
天津恒华钢铁国际贸易有限公司
主营:Q235方管,Q345方管,镀锌方管

天津恒华钢铁国际贸易有限公司
主营:Q235方管,Q345方管,镀锌方管 6
6

角钢的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷发展趋势,如分层、结疤、裂缝等。
角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、**角、理论重量等项投资咨询,并规定角钢不得有显著的扭转。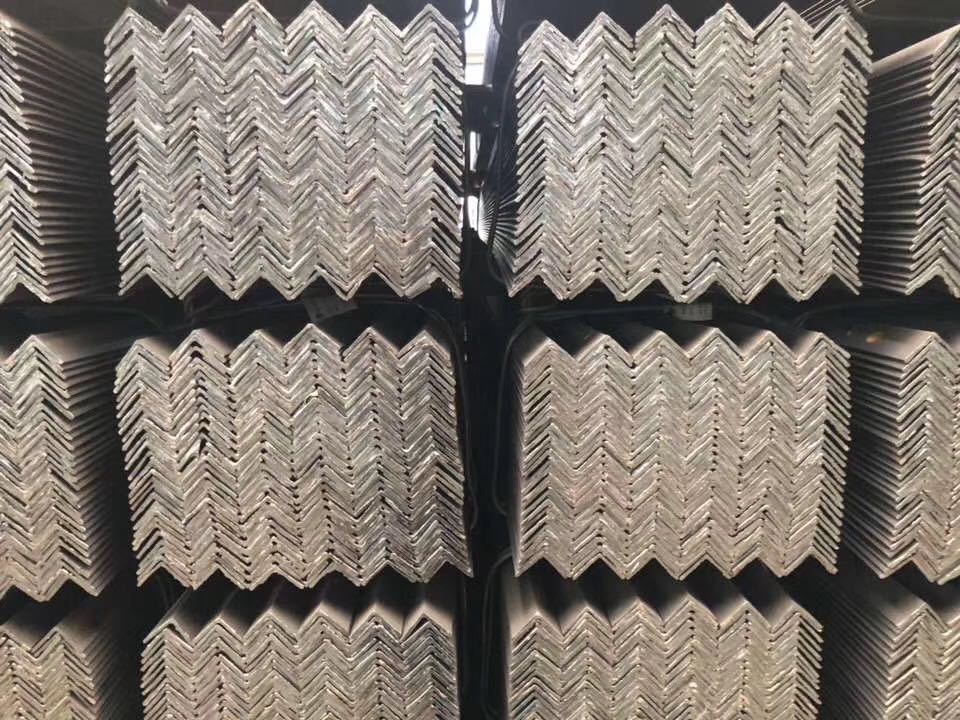
生产工艺
角钢的制造工艺比较简单,一般大型钢铁公司不会选择生产角钢,生产工艺可分为热轧和冷弯两种,热轧用于大尺寸角钢,冷弯一般是比较小的。标准工艺是用钢坯(如方坯)经过的型钢轧机多道反复轧制逐渐轧成∨形状,材质有保证,在角的内侧有过渡圆弧,机械性能可靠;而小作坊生产的则是用板材或带钢直接轧(弯)成的,角的内侧没有过渡圆弧,而且由于是弯曲成的在角处的内应力较大,机械性能较差。
制作要求
角铁是用铸铁制成的车床附件,通常有两个互相垂直的工作表面。在角铁上有长短不同的通孔,用以连接螺钉的通过。由于工件形状、大小不同,角铁除有内、外角铁之分外,还可做成不同形状,以适应不同的加工要求。应具有一定的刚性和强度,以减少装夹变形。为此,除了在结构上增加一些肋、肋板外,还应在铸造后进行时效处理。角铁的工作表面和定位基准必须经过磨削或精刮研以确保接触性能好、角度准确。通常角铁与花盘一起配合使用。
角钢可按结构的不同需要组成各种不同的受力构件,也可作构件之间的连接件。广泛地用于各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架、电缆沟支架、动力配管、母线支架安装、以及仓库货架等。
角钢属建造用碳素结构钢,是简单断面的型钢钢材,主要用于金属构件及厂房的框架等。在使用中要求有较好的可焊性、塑性变形性能及一定的机械强度。生产角钢的原料钢坯为低碳方钢坯,成品角钢为热轧成形、正火或热轧状态交货。
角钢的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。
角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、**角、理论重量等项,并规定角钢不得有显著的扭转。
不等边角钢广泛应用于各种金属结构、桥梁、机械制造与造船业、各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库等
主要分为等边角钢和不等边角钢两类,其中不等边角钢又可分为不等边等厚及不等边不等厚两种。
角钢的规格用边长和边厚的尺寸表示。目前国产角钢规格为2—20号,以边长的厘米数为号数,同一号角钢常有2—7种不同的边厚。进口角钢标明两边的实际尺寸及边厚并注明相关标准。一般边长12.5cm以上的为大型角钢,12.5cm—5cm之间的为中型角钢,边长5cm以下的为小型角钢。
角钢俗称角铁、是两边互相垂直成角形的长条钢材。有等边角钢和不等边角钢之分。等边角钢的 两个边宽相等。其规格以边宽×边宽×边厚的毫米数表示。
角钢塔塔图中常用概念介绍
基本概念:
1、心线:螺栓孔布置在角钢肢的一条直线上,这条直线称之为心线又叫准线。
2、楞线:角钢外皮相交的直线,又称角钢背或角钢劲线。
3、楞点:构成角钢楞线的两个端点。
4、楞线侧:在角钢肢平面内,心线向楞线的方向为楞线侧。
5、肢边侧:在角钢肢平面内,心线向楞线的反方向为肢边侧,又叫肢翼侧。
6、轧制边
7、切角边
8、心距:在角钢肢平面内,楞线与心线之间的垂直距离,又叫准距。
9、间距:在角钢肢平面内,同一准线上相邻两螺栓孔中心之间的距离。
10、端距:在角钢肢平面内,角钢端头与螺栓孔中心之间的距离。
11、轧制边距:准线与轧制边之间的距离。
12、切角边距:螺栓孔中心与切角边之间的距离。
13、重心线:角钢两个截面的重力作用点的连线就是重心线,一般认为角钢1/2准线处即为其近似重心线。
14、切角:为防止角钢碰撞,将角钢端头一肢切去一角的工艺。
15、切肢:在角钢端头处,两肢同时被一平面切割形成的缺口或一肢被整个切去的工艺。
16、制弯:把角钢或板进行弯曲处理的工艺。分冷曲和热曲,热曲又称之为火曲。
17、压扁:把角钢某处两肢压在一起的工艺。
18、开角:使角钢两肢夹角大于900的工艺,又叫开肢。
19、合角:使角钢两肢夹角小于900的工艺,又叫合肢。
20、铲背:去除角钢外楞直角的工艺,又叫铲棱。
21、清根:去除角钢内圆弧变为直角的工艺,又叫铲心或去弧
22、正头:在图纸中,标注角钢为“+数”,就为正头。
23、负头:在图纸中,标注角钢为“-数”,就为负头。
端连接:角钢上的螺栓孔位于各角钢心线交点处的情况称为端连接。